Silicon ingot contamination causes more yield loss in CZ crystal growth than almost any other process variable. A pull that runs nominally, with correct temperature profiles and pull rates, can still produce wafers with aluminum or iron levels above target. Tracing these contamination events is not always straightforward, but in practice the dominant source is the same in most cases: the quartz crucible inner layer, and the high-purity quartz powder used to produce it.
This guide explains the main silicon ingot contamination causes, why the crucible is the most important variable to control, and what upstream material decisions determine whether contamination is a recurring problem or a managed risk.
The CZ Pull Environment and Silicon Ingot Contamination Causes
Czochralski crystal growth melts polysilicon in a quartz crucible above 1,414°C, then slowly pulls a seed crystal upward to grow a single-crystal ingot. The process runs in an inert argon atmosphere. For background on the CZ method, see the Czochralski process overview on Wikipedia.
The conditions that make CZ pulling work also create contamination risk. Understanding silicon ingot contamination causes starts here: the silicon melt is reactive at process temperature. It dissolves oxygen from the quartz crucible wall continuously. That same dissolution process releases metallic impurities from the crucible into the melt. A 300mm ingot pull takes 60 to 100 hours. Over that time, every impurity in the crucible inner layer is a potential contamination source.
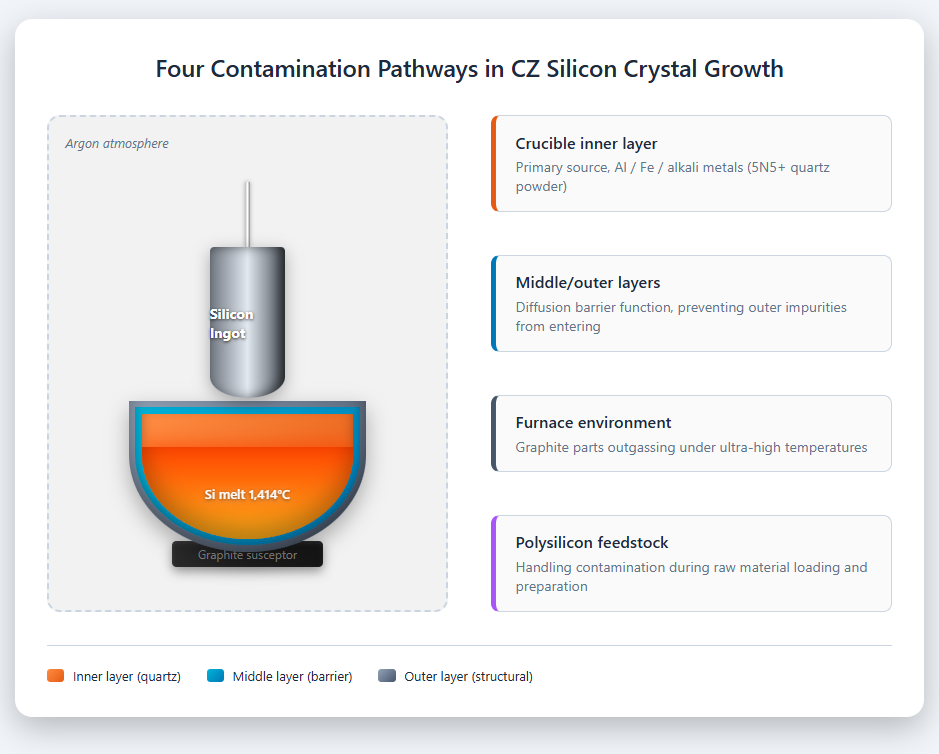
Main Silicon Ingot Contamination Causes by Pathway
The Quartz Crucible Inner Surface
This is the primary pathway. The crucible inner layer contacts the silicon melt directly throughout the pull cycle. Every metallic impurity in the source quartz powder is incorporated into the fused silica matrix of that inner layer.
Aluminum is the most critical impurity. It is a substitutional dopant in silicon: aluminum atoms entering the melt from the crucible occupy silicon lattice sites and create p-type doping that shifts resistivity. Even at 0.5 ppm in the crucible powder, aluminum contributes measurably to ingot resistivity variation over a long pull cycle.
Iron and transition metals, including copper, chromium, and nickel, create deep-level electronic traps in the silicon crystal. These traps reduce minority carrier lifetime and device yield. Alkali metals, particularly sodium and potassium, are mobile ions in silicon dioxide. They migrate through the crucible wall under the thermal gradient of the pull and, once in the melt, cause gate oxide reliability problems in finished devices.
Understanding which quartz powder grades are appropriate for inner layer applications is covered in detail in our guide to semiconductor crucible grade requirements.
The Crucible Middle and Outer Layers
The outer and middle layers do not contact the melt directly. But impurities in the outer layers migrate inward through the crucible wall under the steep thermal gradient of the pull. Over a 100-hour pull this migration is not negligible. The middle layer functions as a diffusion barrier. A middle layer with high alkali content provides a weaker barrier against alkali migration toward the inner surface.
Matching the right purity grade to each crucible layer is a cost and performance decision. Our guide to 4N vs 5N quartz powder grades explains the practical differences between grades and which applications each one suits.
The Furnace Environment
A secondary silicon ingot contamination cause comes from the furnace itself. Graphite susceptors and heating elements outgas at process temperatures. They release carbon and trace metals into the argon atmosphere. Quartz components inside the furnace chamber, including heat shields and baffles, contribute to the impurity budget if their surfaces degrade. Regular inspection and replacement of these parts is standard contamination control practice. But it addresses a secondary pathway. The crucible inner surface remains the dominant source.
The Polysilicon Feedstock
Electronic-grade polysilicon used in CZ production runs at 9N to 11N purity. At this level it contributes negligibly to ingot impurity compared to the crucible. But poor handling during loading can degrade effective purity before the material reaches the melt. Feedstock handling protocols are part of the contamination control system even when the material itself is clean.

Why the Crucible Dominates Silicon Ingot Contamination
A standard 300mm CZ crucible weighs 10 to 15 kilograms. The inner layer is roughly 20 to 30% of that mass, or 2 to 4 kilograms of fused quartz in direct contact with the silicon melt. At 1 ppm aluminum in that inner layer, the crucible holds 2 to 4 milligrams of aluminum against the melt for the full pull duration.
Even if only a fraction dissolves into a 100 to 150 kilogram silicon melt, the resulting concentration can shift wafer resistivity outside specification. This is why inner layer powder specifications target aluminum below 0.5 ppm, and why advanced node applications push that target below 0.3 ppm.
The same arithmetic applies to iron, copper, and alkali metals. The crucible inner layer is an active participant in the chemistry of the pull, not a passive container. The impurity content of the source quartz powder sets the contamination budget for the ingot.
The Upstream Decision That Controls Silicon Ingot Contamination
Controlling the primary silicon ingot contamination cause means controlling what goes into the crucible inner layer. This comes down to quartz powder selection and supplier qualification.
Ore source matters as much as purification process. Lattice-bound aluminum in natural quartz ore, meaning aluminum substituted within the SiO₂ crystal structure, cannot be removed by acid leaching. A producer working from ore with high lattice-bound aluminum cannot reliably achieve sub-0.5 ppm aluminum regardless of downstream processing capability. Asking whether a supplier has characterized their ore for lattice-bound impurities is a meaningful qualification question.
Batch-to-batch consistency matters as much as sample results. A qualification sample at 0.2 ppm aluminum proves the supplier can achieve that level once. Supply that varies between 0.2 and 0.8 ppm across batches, while staying within a 1 ppm specification limit, produces ingots with variable resistivity that complicates process control. Our guide to evaluating batch consistency covers how to assess this before committing to a supplier.
OH content affects crucible integrity, not just chemical purity. Quartz powder with elevated hydroxyl content produces bubbles during arc fusion of the crucible. Bubbles weaken the inner layer and create sites for accelerated dissolution during the pull. A crucible with inner layer porosity has a shorter effective life and a higher per-pull contamination rate. The role of OH content in quartz powder is covered in our guide to OH content requirements.
Practical Steps for Reducing Contamination Risk
For process engineers managing recurring silicon ingot contamination causes, these upstream steps address the primary pathway directly.
First, review your inner layer powder specification against actual pull data. If ingots show consistent aluminum or alkali contamination above target, check whether the specification limit allows significantly more impurity than your ingots can tolerate. Tighten the specification to match your actual process window, not just the grade standard.
Second, request multi-batch ICP-MS data from your current powder supplier. Calculate the range of aluminum and alkali metal values across the past six to twelve months. A wide range relative to your ingot impurity budget means batch inconsistency in your powder supply may be driving pull-to-pull variation in ingot quality.
Third, verify OH content on incoming powder as a standard inspection step. If your crucible supplier has not been documenting OH content, introduce it as a requirement. Elevated OH in the powder produces crucible porosity that affects pull performance without being visually detectable.
Fourth, qualify a second source before you need one urgently. Under normal conditions, qualifying an alternative inner layer powder source takes 12 to 18 months. Having a qualified second source in place, even at low volume, eliminates this vulnerability before a supply event forces the issue.
Summary
Silicon ingot contamination causes fall into four categories: the crucible inner surface, middle and outer layers, furnace components, and feedstock handling. The crucible inner layer is the dominant source and the one most directly controlled by upstream material decisions.
Controlling this pathway requires inner layer powder specifications that reflect actual ingot impurity tolerances, multi-batch consistency data from suppliers, and OH content verification alongside elemental purity. For engineers with recurring contamination that has not responded to furnace maintenance or feedstock controls, the powder supply chain is the logical next place to look.
If you are evaluating quartz powder sources for CZ crucible inner layer applications, contact Gindtay at [email protected] to discuss specification and qualification support.